







توضیحات
این لیزر از مدل فایبر (Fiber Laser 20 W ) و با قدرت 20 وات میباشد که قابلیت نصب ثابت و قابل حمل را دارد ، بطوریکه میتوان آنرا به راحتی جا به جا کرد .

سریال زن لیزری
- مارکزن لیزری فایبر یا فیبر چیست
- دفترچه راهنمای لیزر مارکزن پرتابل
- تفاوت لیزر فایبر ( Fiber ) و لیزر CO2 در لیزرهای مارکینگ چیست
- لیزر فایبر از چه قطعاتی تشکیل شده است
مارکزن لیزری فایبر یا فیبر چیست؟
علامت گذاری لیزر فیبر فرآیندی است که برای علامت گذاری یا حکاکی اجسام با استفاده از پرتو لیزر با شدت بالا استفاده می شود. این یک فناوری است که معمولاً برای افزودن شماره سریال، بارکد، آرم، متن و نشانههای مختلف دیگر به طیف گستردهای از مواد از جمله فلزات، پلاستیک، سرامیک و برخی مواد آلی استفاده میشود. لیزرهای فیبر به دلیل دقت، سرعت و تطبیق پذیری بالا برای این منظور بسیار مناسب هستند.
در اینجا نحوه عملکرد مارکزن لیزری فایبر آمده است:
1- منبع لیزر: قلب سیستم علامت گذاری لیزر فیبر منبع لیزری است که یک پرتو لیزر پر انرژی تولید می کند. در لیزرهای فیبر، محیط لیزر یک فیبر نوری ویژه است که با عناصر خاکی کمیاب مانند اربیوم، ایتربیوم یا نئودیمیم دوپ شده است.
2- تحویل پرتو: پرتو لیزر از طریق مجموعه ای از آینه ها، لنزها و سایر اجزای نوری هدایت می شود تا فوکوس کرده و دقیقاً آن را به ناحیه علامت گذاری برساند.
3-فرآیند علامت گذاری: هنگامی که پرتو لیزر به سطح ماده برخورد می کند، به روش های مختلفی با آن برخورد می کند:
فرسایش: در برخی از مواد، انرژی لیزر می تواند یک لایه از مواد را تبخیر یا از بین ببرد و یک علامت قابل مشاهده ایجاد کند. این در فلزات، پلاستیک ها و سرامیک ها رایج است.
تغییر رنگ: در برخی موارد لیزر باعث واکنش شیمیایی می شود که رنگ ماده را تغییر می دهد. این اغلب در پلاستیک ها و برخی فلزات دیده می شود.
گرمایش شدید: در فلزاتی مانند فولاد ضد زنگ ( استیل ) ، لیزر می تواند سطح را برای ایجاد علامت متضاد بدون حذف مواد گرم کند.
ذوب نمودن : برخی از پلاستیک ها و پلیمرها را می توان با انبساط موضعی و ذوب نمودن علامت گذاری کرد.
4-کنترل کامپیوتری: کل فرآیند علامت گذاری توسط کامپیوتر کنترل می شود و امکان تعیین موقعیت، عمق و طراحی دقیق علامت را فراهم می کند. اپراتورها می توانند از نرم افزار برای برنامه ریزی نشانه های مورد نظر از جمله متن، گرافیک و بارکد استفاده کنند.
مزایای مارک لیزر فیبر:
دقت: لیزرهای فیبر دقت بالا و جزئیات ریز را ارائه می دهند و آنها را برای علامت گذاری طرح های کوچک و پیچیده مناسب می کند.
سرعت: علامت گذاری لیزر فیبر یک فرآیند سریع است که برای کاربردهای صنعتی که در آن کارایی بسیار مهم است، ضروری است.
تطبیق پذیری: لیزرهای فیبر می توانند طیف وسیعی از مواد از جمله فلزات، پلاستیک، سرامیک و غیره را مشخص کنند.
دوام: علائم ایجاد شده توسط لیزرهای فیبر معمولاً بسیار بادوام و مقاوم در برابر محو شدن هستند و آنها را برای کاربردهای طولانی مدت مناسب می کند.
بدون تماس: مارک لیزر فیبر یک فرآیند غیر تماسی است که خطر آسیب به مواد ظریف یا حساس را به حداقل می رساند.
مارک لیزر فیبر به طور گسترده ای در صنایعی مانند خودروسازی، هوافضا، الکترونیک، دستگاه های پزشکی و جواهرات برای شناسایی قطعات، نام تجاری، قابلیت ردیابی و دکوراسیون استفاده می شود. به دلیل عملکرد عالی و تطبیق پذیری، تا حد زیادی جایگزین فناوری های قدیمی علامت گذاری مانند حکاکی مکانیکی و چاپ جوهر افشان ( جت پرینتر ) شده است.
دفترچه راهنمای لیزر مارکزن پرتابل :
لیزر مارکینگ پرتایل
فهرست :
بخش 1 : دستورالعمل
بخش 2 : مکانیک و سخت افزار دستگاه
بخش 3 : استفاده از نرم افزار
بخش 4 : تنظیمات سیستم
بخش 1 : دستورالعمل
1-1 پارامترهای فنی دستگاه :
| برق ورودی | 110V-220V / 60Hz |
| قدرت دستگاه | 20W |
| طول عمرمورد انتظار | 100,000 working hours |
| طول موج لیزر | 1060-1085nm (1.06-1085μm) |
| فرکانس لیزر | 20-100 kHz |
| فاصله مارکزنی | 160mm |
| ابعاد مارک زنی | 110mm * 110mm |
| امکان مارکزنی | text, numbers, symbols, pictures, QR codes, bar codes, dates |
| جنس مارکزنی | metal, aluminum, brass, gold, silver, steel stone, including granite, marble,titanium tungsten, etc |
| وزن ماشین | 9KG |
| شرایط محیط کار | <70% humidity and 40-95°F (5-35°C) |
1-2 اطلاعات امنیتی و حفاظتی :
این دستگاه می تواند برای حک کردن علائم و سایر موارد در محصولات مصرفی بر روی بستر مناسب استفاده شود. لیزر می تواند طیف گسترده ای از فلزات از جمله فولاد، آلومینیوم، تیتانیوم، برنج، مس، تنگستن، کاربید و کروم را مدیریت کند. همچنین می توان از آن در سنگ و برخی پلاستیک های سخت مانند اکریلیک استفاده کرد. این سیستم نباید برای مصارف یا مواد نامشخص استفاده شود. سیستم باید توسط پرسنل آشنا به زمینه مورد استفاده و خطرات دستگاه و مواد تراشیده شده آن، از جمله بازتابش، هدایت الکتریکی، احتمال تولید دود مضر یا قابل احتراق و غیره، راه اندازی، نگهداری و تعمیر شود. پرتو لیزر خطرناک است. . سازنده یا فروشنده هیچ مسئولیتی در قبال استفاده نادرست یا هر گونه آسیب یا آسیب به آنها نخواهد داشت. اپراتور باید از نشانگر لیزر فیبر نوری برای استفاده مشخص شده، تجهیزات و سایر دستورالعمل های مندرج در دفترچه راهنما و کلیه قوانین محلی و ملی قابل اجرا استفاده کند. آئین نامه.
1-2-1 معرفی ایمنی مواد :
این دستگاه را می توان با خیال راحت با مواد زیر استفاده کرد: آلومینیوم، برنج، طلا، نقره، فولاد و سنگ از جمله گرانیت، مرمر، تیتانیوم و تنگستن و غیره.
این دستگاه نمی تواند از مواد زیر یا مواد زیر استفاده کند از جمله:
(1) چرم مصنوعی حاوی کروم شش ظرفیتی (Cr)، حاوی دود سمی. (2). حاوی دود سمی
(3) اکسید بریلیم، حاوی دود سمی.
(4) برم، حاوی دود سمی.
(5) کلر، از جمله پلی وینیل الکل بوتیرال (PVB) و پلی وینیل کلرید (PVC)، وینیل، Cintra و غیره، حاوی بخارات سمی است.
(6) فلوئور، از جمله تترواتیلن( Tef lon، PTFE، و غیره)، حاوی بخارات سمی است.
(7) ید، حاوی دود سمی.
(8) اقلام قابل اشتعال مانند کاغذ و مقوا.
(9) رزین های فنلی، از جمله اشکال مختلف رزین اپوکسی، حاوی بخارات سمی هستند.
(10) چوب، از جمله تخته فیبر با چگالی متوسط، تخته سه لا، بالسا، توس، گیلاس، بلوط، صنوبر و سایر اشیاء قابل اشتعال.
1-2-1 معرفی ایمنی لیزر :
این دستگاه از لیزر نامرئی سطح 4 استفاده می کند که قوی ترین و خطرناک ترین لیزر موجود برای استفاده عمومی است. در صورت استفاده تصادفی، صدمات جدی به دارایی
و صدمات شخصی، از جمله موارد زیر، اما محدود به موارد زیر نیست:
1- لیزر به راحتی مواد قابل احتراق مجاور را می سوزاند و برخی از مواد در حال کار ممکن است تشعشع یا گازهای مضر در طول پردازش تولید کنند. قرار گرفتن مستقیم در
معرض لیزر باعث صدمات فیزیکی از جمله سوختگی شدید و آسیب های جبران ناپذیر چشمی می شود و بنابراین نمی تواند با پرتو لیزر تداخل داشته باشد.
2- مواد احتمالی احتراق، قابل اشتعال، انفجاری یا خورنده را در نزدیکی نگذارید و ممکن است در معرض پرتوهای لیزر مستقیم یا بازتابی قرار گیرند.
3- اطمینان حاصل کنید که هیچ آلاینده هوا در منطقه وجود ندارد زیرا آنها می توانند خطرات جدی مانند انعکاس و احتراق ایجاد کنند.
4- از دستگاه فقط همانطور که در بخش ایمنی مواد این راهنما توضیح داده شده است استفاده کنید. فرآیند تنظیم و حکاکی لیزر باید به درستی با توجه به یک ماده خاص تنظیم شود.
بخش 2 : مکانیک و سخت افزار دستگاه
1-2- ساختار اولیه :
- جعبه اصلی دستگاه : که شامل لیزر سورس و مادر برد و کانکتورهای دستگاه میباشد
- فلکه تنظیم ارتفاع : این فلکه لیزر را به بالا و پایین حرکت میدهد تا متناسب با ارتفاع محصول و ضخامت ان بتوانید .
- کابل لیزر : این کابل سورس لیزر را به لیزر بیم متصل میکند .
- این مجموعه تنظیم ارتفاع لنز و بیم لیزر را از سطح محصول نگه میدارد .
- میز کار : وظیفه آن ایجاد یک سطح صاف و منظم میباشد تا قطعه مربوطه و یا فیکسچرهای آن به آن بسته شود .
- ستون اصلی آسانسور : این قسمت وظیفه بالا و پایین بردن لیزر را به عهده دارد ( بصورت حرکت عمودی بالا و پایین )
-

لیزر مارکزن پرتابل1
2-2 – اتصالات ورودی :
1- ورودی کابل اتصال به زمین – این کانکشن از یک کابل اتصال به زمین ثانویه یا اولیه در زمانی که سوکت سه چنگال به خوبی زمین شده در دسترس نباشد، پشتیبانی می کند.
2- کابل لیزر – این کابل کنترولر پرتو لیزر را به منبع لیزر متصل می کند.
3- رابط انتقال داده.
4- ورودی کابل USB — این پورت دستگاه را به کنترل شما متصل می کند.

لیزر مارکزن پرتابل2
3-2 – دستورالعمل های ایمنی مواد برای کنترل دستگاه لیزر :
1- دکمه توقف اضطراری – هنگامی که چاپ لیزری در شرایط اضطراری میباشد یا دمای هوا خیلی بالاست ، دکمه اضطراری را فشار دهید تا چاپ متوقف شود.
2- صفحه اصلی — همه تنظیمات نرم افزار دستگاه لیزر بر روی صفحه اصلی تنظیم می شوند (برای تنظیمات خاص به فصل 3 مراجعه کنید).
-

لیزر مارکزن پرتابل3
3- دکمه ماشه-وقتی نرم افزار لیزر روی حالت چاپ تنظیم شد، دکمه ماشه را فشار دهید
- بخش 3 : استفاده از نرم افزار
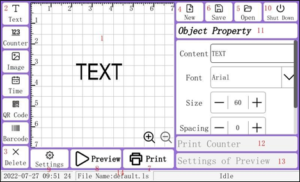
- 1-3 – رابط اصلیرابط اصلی و منوهای دستگاه لیزر در شکل زیر نشان داده شده است.
-
لیزر مارکزن پرتابل4
1- ناحیه پیش نمایش اطلاعات — در این قسمت، می توانید محتوای اطلاعاتی را که در حال حاضر بارگذاری شده و آماده چاپ است، مشاهده کنید و برای مشاهده محتوای اطلاعات خارج از ناحیه نمایش، آن را به چپ و راست بکشید.
2- دکمه Text – برای نمایش ناحیه پیش نمایش اطلاعات، روی این دکمه کلیک کنید.
3- دکمه Delete – برای انتخاب اطلاعات در ناحیه پیش نمایش اطلاعات و حذف اطلاعات انتخاب، روی دکمه کلیک کنید.
4- ایجاد یک فایل جدید( New) — روی این دکمه کلیک کنید و نرم افزار فایل هایی را که در حال ویرایش آن هستید می بندد و یک فایل جدید می سازد. اگر فایلی که در حال ویرایش آن هستید ذخیره نشده باشد، نرم افزار از شما می خواهد که آیا فایل را ذخیره کنید یا خیر.
5- فایل را باز کنید ( Open)— برای انتخاب فایل چاپی ذخیره شده در دستگاه، روی این دکمه کلیک کنید.
6- Save a File – Save، طراحی کشیده شده را با نام فایل فعلی ذخیره می کند، و Save As برای ذخیره طرح ترسیم شده فعلی با نام فایل دیگری عمل می کند. هر دو عملکرد ذخیره فایل ها را اجرا می کنند.
7- دکمه چاپ – چاپ منطقه پیش نمایش را بر عهده دارد و اطلاعات در حال حاضر گرافیک طراحی شده شما است.
8- پیش نمایش چاپ – روی این دکمه کلیک کنید تا طرح کلی یا محدوده اطلاعات مورد نیاز برای چاپ نمایش داده شود.
9- تنظیمات سیستم – روی این دکمه کلیک کنید و وارد رابط تنظیمات سیستم می شوید که در آن می توانید زبان سیستم، زمان سیستم، کالیبراسیون صفحه، واردات کتابخانه کلمه، مدیریت نسخه، تنظیم رنگ پس زمینه سفارشی و مشاهده را انجام دهید.
10- دکمه خاموش کردن – هنگامی که می خواهید دستگاه لیزر را خاموش کنید، لطفاً ابتدا روی این دکمه کلیک کنید، پس از خاموش شدن صفحه، دکمه پاور در سمت راست کنترولر را فشار دهید تا دستگاه خاموش شود.
11- Object Properties – این ناحیه ویژگی های مربوط به اطلاعات ویرایش مورد نیاز را نشان می دهد.
12- پارامترهای پردازش – تأخیر روشن شدن، تأخیر نور خاموش، تأخیر قلم، تأخیر قلم خالی، دقت علامت گذاری، وفاداری، شدت لیزر، تأخیر و شمارش را می توان در این قسمت تنظیم و مشاهده کرد.
13- تنظیمات پیش نمایش – این ناحیه می تواند شکل پیش نمایش چاپ و افست X، افست Y را تنظیم کند.
14- نام فایل – این قسمت نام فایلی که در حال حاضر بارگذاری شده را نشان می دهد.
- 2-3 – ویرایش :این فصل اطلاعات عملیات اساسی برای ویرایش را با موضوعات زیر شرح می دهد:1-2-3 – ساخت یک فایل چاپی جدید :پس از کلیک روی رابط اصلی، نرم افزار فایل هایی را که در حال ویرایش آن ها هستید می بندد و در عین حال یک فایل جدید ایجاد می کند. اگر فایلی که در حال ویرایش آن هستید ذخیره نشده باشد، نرم افزار از شما می خواهد که آیا فایل را ذخیره کنید یا خیر. همانطور که در شکل زیر نشان داده شده است.
لیزر مارکزن پرتابل5
در رابط ویرایش فایل، می توانید اطلاعات چاپ را ویرایش کنید. محتویات اطلاعات چاپ شده می تواند شامل متن، زمان، شماره سریال، تصویر، بارکد، کد QR و کد DM باشد.
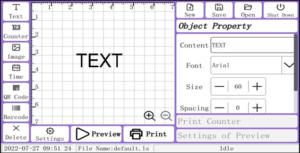
2-2-3 – ویرایش متن :
- اگر نیاز به چاپ حروف چینی (CN)، انگلیسی (EN)، اعداد، نمادها و سایر مطالب دارید، لطفاً روی دکمه “TEXT ” در “Information button area” کلیک کنید و یک ورودی متن پیش فرض در “Information editing area” ظاهر می شود. همانطور که در شکل زیر نشان داده شده است.
- این صفحه را انتخاب کرده و بر روی کادر ویرایش “Content” از “Object Properties” کلیک کنید تا اطلاعات مورد نیاز را وارد کنید. مکان، فونت، اندازه، فاصله، زاویه و سایر ویژگیها را در Object Property Area تنظیم کنید.
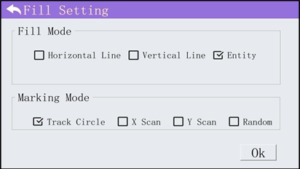
- با کلیک بر روی دکمه می توانید حالت پرینت و حالت چاپ را تنظیم کنید. همانطور که در شکل زیر نشان داده شده است
لیزر مارکزن پرتابل6
Horizontal line: خطوط پر همیشه از خطوط عرضی پر می شوند.
Vertical Line: خطوط پر همیشه از جهت عمودی پر می شوند.
Entity Fill : فونت های نمایش داده شده به صورت جامد پر می شوند.
سه حالت پر کردن در شکل زیر نشان داده شده است.
لیزر مارکزن پرتابل7
( شکل سمت چپ پر کردن جامد، شکل وسط پرکننده خط افقی و شکل سمت راست پرکننده خط عمودی است)
فاصله پر کردن: به فاصله بین خطوط مجاور خط پرکننده اشاره دارد. هر چه مقدار بزرگتر باشد، فاصله بین خطوط پرکننده مجاور بیشتر است .
3- هنگام انتخاب entity fill می توانید روش های مختلف چاپ را انتخاب کنید.
: Track Surround عبارت است از چاپ با کانتور شی از خارج و داخل.
Horizontal scanning: اسکن افقی به این معنی است که چاپ از چپ به راست متوالی چاپ می شود.
Longitudinal scanning : اسکن طولی به معنای چاپ از بالا به پایین است.
Random : یعنی محل چاپ ثابت نیست.
3-2-3- ویرایش شماره سریال
اگر نیاز به چاپ شماره سریال متغیر دارید، یعنی محتوای شمارش در اطلاعات چاپ شده به طور خودکار و بدون دخالت انسان به روز می شود، لطفاً دکمه “Serial Number” را کلیک کنید و یک ورودی شماره سریال پیش فرض در “Information Edit Area” ظاهر می شود. مورد شماره سریال را انتخاب کنید و موقعیت فونت و فونت موارد شماره سریال را در “Object Property Area” تنظیم کنید. همانطور که در نمودار 3.6 نشان داده شده است.
شماره سریال می تواند شماره ثابت مختلف (بیشتر از صفر) را انتخاب کند، می تواند شماره طبیعی را انتخاب کند. می توانید مقادیر اولیه، گام، جریان و پایان شمارنده را در Object Properties تنظیم کنید.
4-2-3- ویرایش تصویر :
برای چاپ تصاویر، روی دکمه Image در ناحیه دکمه اطلاعات کلیک کنید و یک ورودی تصویر پیشفرض IMAGE در ناحیه ویرایش اطلاعات ظاهر میشود. میتوانید روی دکمه Select Drawing از Object Properties کلیک کنید تا فایل تصویر را برای چاپ انتخاب کنید و ارتفاع و عرض را تنظیم کنید. .
فلش را وارد کنید و روی “تصویر” “انتخاب تصویر” “دیسک U” کلیک کنید تا فایل “Copy to local” “local file”را انتخاب کنید (آخرین کپی را در فایل محلی انتخاب کنید) پنجره سفید “OK” تصویر انتخاب شده را نشان می دهد. قالب بندی بر اساس الزامات یا از Save As برای تغییر نام فایل استفاده کنید.
توجه: عکس ها باید با “اعداد یا انگلیسی” نامگذاری شوند، اما نه با علامت های چینی یا خاص، در غیر این صورت درهم می شوند
5-2-3 – ویرایش QR CODE
پارامترهای مربوطه را به صورت انعطاف پذیر با توجه به نیازهای خود تنظیم کنید. رابط ویرایش کد QR در نمودار 3.8 نشان داده شده است.
6-2-3 ویرایش بارکد :
برای چاپ بارکد، روی دکمه بارکد کلیک کنید و ورودی بارکد پیش فرض ظاهر می شود. می توانید اندازه بارکد را از طریق گزینه بزرگنمایی انتخاب کنید و انواع بارکد را از طریق گزینه دسته انتخاب کنید.
لازم به ذکر است که بارکدهای مختلف مشخصات تعریف خود را دارند و در صورت ویرایش محتوای ویرایش شده ممکن است باعث ایجاد خطا در نمایش بارکد شود. رابط ویرایش کد QR در نمودار 3.9 نشان داده شده است.
3-3- ویرایش اطلاعات چاپ :
- دکمه “New” را در صفحه اصلی لمس کنید تا یک بوم خالی و جدید ایجاد شود.
- اطلاعات مورد نیاز برای چاپ روی بوم را ویرایش کنید.
- پس از تکمیل ویرایش اطلاعات، روی دکمه “Save” کلیک کنید، نام فایل را وارد کنید و فایل را در این دستگاه ذخیره کنید.
- دکمه Save As را لمس کنید تا نام فایل چاپ شده تغییر یافته و با استفاده از نام جدید ذخیره شود.
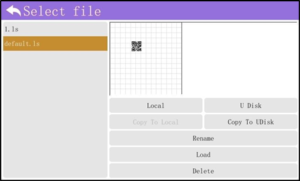
- 4-3 – حذف / کپی فایل :حذف فایل : روی دکمه “Open button” در صفحه اصلی کلیک کنید تا وارد رابط فایل انتخابی شوید. همانطور که در شکل زیر نشان داده شده است، فایل مورد نظر برای حذف را انتخاب کنید و سپس روی دکمه ” Delete” کلیک کنید تا فایل حذف شود.
- کپی فایل ها: روی دکمه ” local” در رابط فایل انتخابی کلیک کنید سیستم می تواند فایل های محلی مربوطه را در سمت چپ نمایش دهد، روی فایل هایی که قرار است کپی شوند کلیک کنید و سپس روی دکمه “Copy to U disk” کلیک کنید تا فایل های محلی را کپی کنید. فایل دیسک U به همان محل کپی کنید.
-
لیزر مارکزن پرتابل8
5-3 تنظیمات پارامتر را مربوط به چاپ :
همانطور که در نمودار 3 نشان داده شده است، روی”Processing Parameters” در رابط اصلی کلیک کنید تا رابط پارامتر پردازش باز شود. شکل 3.11 اطلاعات مربوطه مورد نیاز برای چاپ را روی بوم ویرایش کنید.
- تأخیر روشن – زمان تأخیر روشن شدن لیزر هنگام شروع علامت گذاری . درصورت تنظیم پارامتر تاخیر روشن شدن مناسب ، می توانید “match head” را حذف کند، اما اگر تنظیم پارامتر تاخیر بیش از حد بزرگ باشد، منجر به بدی مارک زنی در قسمت اولیه می شود.تأخیر خاموش شدن نور لیزر – زمان تأخیر برای خاموش شدن لیزر در پایان علامت گذاری. تنظیم پارامتر تاخیر خاموش شدن مناسب می تواند پدیده عدم بسته شدن را حذف کند، اما اگر تاخیر خاموش شدن بیش از حد بزرگ تنظیم شود، باعث ایجاد “match head” در قسمت انتهایی می شود.تأخیر زمانی قلم (Pen time delay) — زمان علامت گذاری اولیه هر لیزرتأخیر قلم خالی (Empty Pen Delay ) — زمان پایان علامت گذاری هر لیزرشدت (Delay ) – شدت لیزر برای روشن کردن لیزر هنگام علامت گذاری.تاخیر – به سرعت علامت گذاری لیزر اشاره دارد، هر چه تاخیر کمتر باشد، سرعت علامتگذاری سریعتر است .
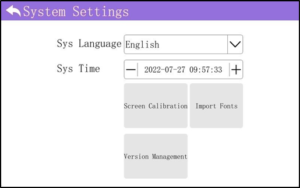
- بخش 4 تنظیمات سیستم :همانطور که در شکل 4 در زیر نشان داده شده است، روی دکمه “Settings” در رابط اصلی کلیک کنید تا وارد رابط تنظیمات سیستم شوید.
-
لیزر مارکزن پرتابل9
زبان سیستم —— زبان سیستم مربوطه را در کادر کشویی «System Language» انتخاب میکند و پس از تعویض، سیستم بهطور خودکار راهاندازی مجدد میشود. در حال حاضر، این تجهیزات از چینی، انگلیسی، کره ای و غیره پشتیبانی می کند.
زمان سیستم —— روی فیلد مجموعه مورد نیاز در نوار تنظیمات «System Time» کلیک کنید و محتوای مربوطه را از طریق «+» و «-» تنظیم کنید.
کالیبراسیون صفحه —— روی «Screen Calibration» کلیک کنید، دستگاه مجدداً راه اندازی می شود و وارد رابط کالیبراسیون صفحه می شود و برای تکمیل کالیبراسیون، روی علامت «+» که روی صفحه ظاهر می شوند در پنج نقطه به طور متوالی کلیک کنید تا صفحه لمسی کالیبره شود .
Import Word Library —— اگر هیچ فونتی در دستگاه مورد نیاز نیست، میتوانید فونتهایی را که باید به دیسک U اضافه کنید کپی کنید و دیسک U را در دستگاه قرار دهید. روی دکمه “Import Font” کلیک کنید، “Move disk” را انتخاب کنید. رابط pop-up را انتخاب کنید و روی “Select this folder” کلیک کنید و فونت با موفقیت نصب می شود.
مدیریت نسخه —— مدیریت نسخه شامل ارتقاء نسخه و نسخه بازگشتی و همچنین نسخه سیستم عامل و شماره نسخه خاص نسخه نرم افزار است.
رنگ پسزمینه سفارشی —— میتواند رنگ پسزمینه رابط را با توجه به ترجیحات شما تعریف کند.
نمونه فیلم کارکرد لیزر پرتابل بر روی لاستیک خودرو :
تفاوت لیزر فایبر ( Fiber ) و لیزر CO2 در لیزرهای مارکینگ چیست؟
لیزرهای فیبر و لیزرهای CO2 دو نوع لیزر مختلف هستند که معمولاً در کاربردهای علامت گذاری مورد استفاده قرار می گیرند و هر کدام مجموعه ای از ویژگی های خاص خود را دارند. در اینجا چند تفاوت کلیدی بین لیزرهای فیبر و لیزرهای CO2 در زمینه لیزرهای علامت گذاری وجود دارد:
طول موج:
لیزرفایبر: در محدوده مادون قرمز نزدیک، معمولاً حدود 1064 نانومتر عمل می کند.
لیزر CO2: در محدوده مادون قرمز متوسط، در حدود 10600 نانومتر عمل می کند.
متوسط:
لیزر فایبر: از یک محیط افزایش فیبر نوری استفاده می کند که اغلب با عناصری مانند اربیوم، ایتربیوم یا تولیوم دوپ شده است.
لیزر CO2: از مخلوط گاز (دی اکسید کربن، نیتروژن، هلیوم) به عنوان محیط افزایش استفاده می کند.
توان خروجی:
لیزر فایبر: به طور معمول توان خروجی بالاتری در محدوده چند وات تا چند کیلووات دارد.
لیزر CO2: همچنین می تواند قدرت خروجی بالایی داشته باشد، اما اغلب به اندازه لیزرهای فیبر در برخی کاربردهای علامت گذاری نیست.
جذب:
لیزر فایبر: به خوبی توسط فلزات و برخی غیر فلزات جذب می شود و برای علامت گذاری طیف وسیعی از مواد مناسب است.
لیزر CO2: به خوبی توسط مواد آلی مانند چوب، کاغذ و پلاستیک جذب می شود، اما برای علامت گذاری فلزات کارایی کمتری دارد.
سرعت علامت گذاری:
لیزر فایبر: به طور کلی در مقایسه با لیزرهای CO2، سرعت علامت گذاری سریع تری را ارائه می دهد، به خصوص هنگام علامت گذاری فلزات.
لیزر CO2: سرعت علامت گذاری می تواند کندتر باشد، به خصوص برای فلزات.
نگهداری:
لیزر فایبر : معمولاً به دلیل طراحی حالت جامد و قطعات متحرک کمتر، به تعمیر و نگهداری کمتری نیاز دارد.
لیزر CO2: ممکن است به دلیل استفاده از گازها و اپتیک های پیچیده تر به تعمیر و نگهداری بیشتری نیاز داشته باشد.
اندازه و قابلیت حمل:
لیزر فایبر: به طور کلی فشرده تر و قابل حمل تر از لیزرهای CO2 است.
لیزر CO2: اغلب بزرگتر و کمتر قابل حمل است، به خصوص در سطوح توان بالاتر.
هزینه:
لیزر فایبر: هزینه تجهیزات اولیه می تواند بیشتر باشد، اما هزینه های عملیاتی اغلب کمتر است.
لیزر CO2: هزینه تجهیزات اولیه ممکن است کمتر باشد، اما هزینه های عملیاتی می تواند بیشتر باشد.
انتخاب بین لیزر فیبر و لیزر CO2 برای علامت گذاری به نیازهای خاص برنامه، مواد علامت گذاری شده و عواملی مانند هزینه و ملاحظات نگهداری بستگی دارد.
لیزر فایبر از چه قطعاتی تشکیل شده است؟
لیزر فایبر از چندین جزء کلیدی تشکیل شده است که برای تولید و ارسال پرتو لیزر با هم کار می کنند. در اینجا بخش های اصلی لیزر فیبر وجود دارد:
Gain Medium (فیبر دوپ شده): جزء اصلی یک لیزر فیبر، محیط افزایش است که به طور معمول یک فیبر نوری دوپ شده* خاص است. مواد ناخالص رایج شامل عناصر کمیاب خاکی مانند اربیوم، ایتربیوم یا تولیوم است. فرآیند دوپینگ خواص نوری فیبر را افزایش می دهد و به آن اجازه می دهد نور را به طور موثر تقویت کند.
منبع پمپ: محیط بهره در لیزر فیبری برای رسیدن به وارونگی جمعیت و تحریک انتشار نور لیزر به انرژی نیاز دارد تا به درون آن پمپ شود. این پمپاژ معمولاً با استفاده از لیزرهای دایود یا سایر منابع نور با شدت بالا انجام می شود.
تشدید کننده نوری: تشدید کننده نوری که اغلب توسط خود فیبر یا با ترکیب عناصر نوری اضافی تشکیل می شود، شرایط را برای تقویت نور لیزر از طریق عبورهای متعدد نور در محیط بهره ایجاد می کند.
فیبر براگ گریتینگ (FBG): FBG مدولاسیون دوره ای ضریب شکست در فیبر نوری است. برای انتخاب طول موج خاصی از نور و تثبیت طول موج خروجی لیزر استفاده می شود.
کولیماتور: کولیماتور یک جزء نوری است که به تولید یک پرتو نور موازی و موازی کمک می کند. در لیزرهای فیبر برای شکل دادن و هدایت پرتو لیزر استفاده می شود.
ایزولاتور: یک جداکننده نوری اغلب برای جلوگیری از بازگشت بازتاب های ناخواسته به داخل حفره لیزر استفاده می شود. این به تثبیت خروجی لیزر و محافظت از محیط افزایش کمک می کند.
Beam Expander: در برخی موارد، ممکن است از یک بسط پرتو برای کنترل قطر و واگرایی پرتو لیزر استفاده شود که آن را برای کاربردهای خاص مناسب تر می کند.
مدولاتور (اختیاری): برخی از لیزرهای فیبر دارای مدولاتورهایی برای کنترل شدت یا مدت زمان پالس خروجی لیزر هستند. این به ویژه برای کاربردهایی مانند علامت گذاری لیزری یا پردازش مواد مفید است.
کوپل خروجی: کوپلر خروجی یک آینه نیمه بازتابنده است که به بخشی از نور لیزر اجازه می دهد تا به عنوان پرتو خروجی مفید از حفره لیزر خارج شود.
کابل فیبر نوری: پرتو خروجی از طریق کابل فیبر نوری ارسال می شود. انعطاف پذیری و دوام فیبر نوری آن را برای کاربردهای مختلف راحت کرده است.
درک عملکرد این اجزا بینشی را در مورد اینکه چگونه لیزر فیبر یک پرتو لیزر منسجم و با کیفیت بالا تولید و ارائه میکند، فراهم میکند. بسته به طراحی و کاربرد خاص، اجزا یا ویژگی های اضافی ممکن است در یک سیستم لیزر فیبر گنجانده شود.
*فیبر نوری دوپ شده به چه معناست؟
فیبر نوری دوپ شده به فیبر نوری اطلاق میشود که عمداً با مواد خاصی آغشته یا “دوپ” شده است تا خواص نوری آن را اصلاح کند. این فرآیند دوپینگ یک جنبه کلیدی برای ایجاد یک محیط فعال برای لیزر است، مانند لیزرهای فیبر یا تقویت کننده. رایجترین مواد ناخالص برای فیبرهای نوری که در لیزرها استفاده میشوند، عناصر خاکی کمیاب مانند اربیوم (Er)، ایتربیوم (Yb) یا تولیوم (Tm) هستند.
در اینجا مروری کوتاه بر فرآیند دوپینگ و نقش مواد ناخالص در فیبرهای نوری است:
فرآیند دوپینگ:
فرآیند دوپینگ شامل وارد کردن مقادیر کمی از یک عنصر خاص (دوپانت) به هسته فیبر نوری در طول ساخت آن است.
ماده ناخالص بر اساس توانایی آن در تأثیرگذاری بر خواص نوری فیبر، به ویژه ویژگی های جذب نور و انتشار آن انتخاب می شود.
ناخالصی های خاکی کمیاب:
عناصر خاکی کمیاب اغلب به عنوان ناخالصی انتخاب می شوند زیرا دارای سطوح انرژی هستند که با طول موج های خاص در طیف مادون قرمز یا مرئی مطابقت دارد.
ناخالصی های رایج خاکی کمیاب برای لیزرهای فایبر شامل اربیوم (Er) و ایتربیوم (Yb) است. این عناصر سطوح انرژی مناسب برای عمل لیزر در ناحیه مادون قرمز نزدیک را فراهم می کنند.
تقویت:
فرآیند دوپینگ یک محیط فعال در فیبر ایجاد می کند که می تواند سیگنال های نور را تقویت کند.
هنگامی که فیبر به طور مناسب با انرژی پمپ می شود (معمولاً با استفاده از لیزرهای دیود)، یون های ناخالص انرژی را جذب می کنند و سپس آن را به شکل نور تقویت شده و منسجم از طریق انتشار تحریک شده آزاد می کنند.
لیزرهای فیبر:
در زمینه لیزرهای فیبر، فیبر نوری دوپ شده به عنوان رسانه افزایش عمل می کند. این امکان تقویت نور و تولید پرتو لیزر را فراهم می کند.
تقویت کننده های فیبر:
فیبرهای نوری دوپ شده نیز در تقویت کننده های فیبر استفاده می شود، جایی که هدف تقویت سیگنال ورودی به جای تولید پرتو لیزر است. تقویت کننده های فیبر دوپ شده با اربیوم (EDFA) به طور گسترده در سیستم های ارتباطی نوری استفاده می شود.
کنترل طول موج:
انتخاب ناخالصی و غلظت ماده ناخالص در فیبر بر طول موجی که لیزر یا تقویت کننده در آن کار می کند تأثیر می گذارد.
به طور خلاصه، دوپینگ فیبرهای نوری یک فرآیند عمدی برای معرفی عناصر خاصی است که خواص نوری فیبر را تغییر میدهند و امکان کاربرد در لیزرها، تقویتکنندهها و سایر دستگاههای نوری را فراهم میکنند. این فرآیند برای ایجاد محیط فعال لازم برای تقویت و تولید نور منسجم در سیستم های لیزری مبتنی بر فیبر بسیار مهم است.




